Compared to fab expansion via new cleanroom construction, a SMIF upgrade may prove to be the lowest risk with the shortest time to project completion
By Chris Humphreys & S. Peter Hansen
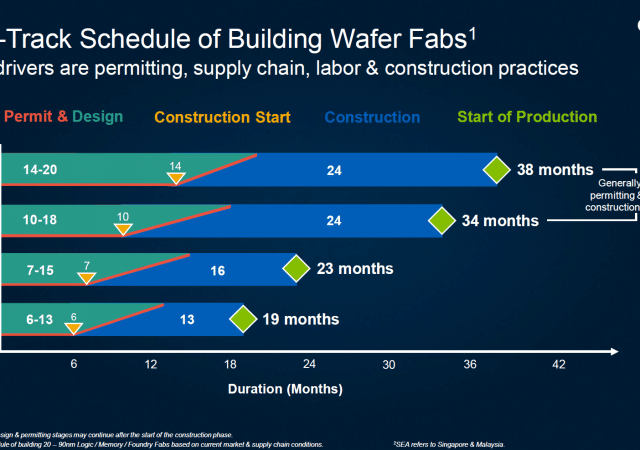
With the semiconductor industry upturns and downturns occurring more frequently, capacity planning becomes a difficult task. Greenfield expansions can take 18 months or more to put capacity in place, and fab expansions can take up to 12 months.
As an alternative, fab upgrades can put capacity on line in as little as three months with an attractive return on investment (ROI). ROI analyses show that investing in a Standard Mechanical Interface (SMIF)-based upgrade to an existing 200-mm fabrication facility is competitive with adding tools, upgrading cleanroom space and other methods used to increase the number of wafers per month run through an existing fab.
 At fab tools, SMIF uses a pod-compatible load port and a minienvironment where wafers are transferred, in ultra-clean air, in and out of the tool. |
null
Keep in mind that in the SMIF-based option, “upgrade” should not be read as “helping older process technology keep up.” Increasingly, ROI analyses for SMIF show that these upgrades make the most sense for large die and challenging technology nodes. In fact, our market research shows that some of the largest opportunities in the industry for SMIF upgrades are for 130-nm node technology and above (see Figure 1, page 23).
Cleaner than ISO Class 1 (Class 3)
The decided contamination-control benefits of SMIF have been well documented. Central to the SMIF infrastructure is the SMIF-Pod that protects wafers from the surrounding fab environment, rather than transporting wafers in unsealed lot boxes or using no wafer containment at all. At fab tools, SMIF uses a pod-compatible load port and a minienvironment where wafers are transferred, in ultra-clean air, in and out of the tool.
The inherent advantage with SMIF is that SMIF-isolated wafers using load-port minienvironments typically see five times more “changes” per minute of air that is cleaner than ISO Class 3 (Class 1; see Figure 2, page 23). In a typical ISO Class 3 cleanroom, air is completely filtered four to seven times per minute. Air that surrounds wafers in an active SMIF minienvironment is filtered 20 to 25 times per minute. This significant improvement in air filtration reduces airborne particle density.
Our actual comparisons of contamination levels taken from ISO Class 4 (Class 10), ISO Class 3 (Class 1) and SMIF-equipped fabs show that the SMIF fab consistently achieved wafer-zone contamination levels less than one particle (>0.1-µm size) per cubic foot, which is well below the defined 35 particles for ISO Class 3 (Class 1) and even below a well-run cleanroom that might be achieving 10 particles per cubic foot.
Lower airborne-particle counts result in corresponding reductions in particles added per equipment load or unload cycle. We have done extensive testing where, for example, we measured 0.20-µm particles added to wafers in manually handled cassettes versus automated handling with SMIF after 50 load-and-unload operations for each method.
In these tests, manual handling resulted in a median of 0.5 particles added per wafer. With SMIF handling, on the other hand, the worst case was 0.06 particles added per wafer pass, but more often than not the particle addition was negative.
The faces of SMIF
In its fullest application, a SMIF fab includes complete hands-off, “lock-and-key” operation:
- All wafers are in SMIF-Pods;
- Most tools are OEM-integrated with SMIF-Pod I/O ports and minienvironments;
- Integrated SMIF wafer sorters remove defect prone vacuum-wand wafer-handling operations;
- All automated materials handling system (AMHS) elements use SMIF-Pods;
- All lot tracking is controlled via pod or wafer-cassette mounted RF or IR Smart-Tags or Auto ID.
For 200-mm fab upgrades in the past, this “full-SMIF” approach might have involved logistics problems where the details of fitting SMIF into a given fab prevented a suitable ROI. For example, perhaps an ROI analysis revealed that a full-SMIF upgrade was too expensive because the fab being analyzed had bays that were too narrow, tool footprint restrictions, walls that couldn't be moved, an older AMHS that was difficult or impossible to upgrade-or, the upgrade did not include buying new tools with integrated minienvironments.
Users have the option of upgrading some or even all tools with the “soft-SMIF” concept. At the core of the soft-SMIF approach is what we're calling SMIF-VersaPort Pod Opener (VPO)—an Auto ID tag controlled station for manually opening SMIF-Pods. The VPO can be placed on a mobile cart and fitted with a HEPA backpack, making it a small footprint ISO Class 3 (Class 1) station that is installed by parking it adjacent to tools that do not have integrated or adapted SMIF I/O minienvironment/loadports.
null
Soft-SMIF provides many of the benefits of full-SMIF-pod protection, increased air changes in the SMIF I/O area and automated lot tracking—with the exception that cassette transfer to a tool's load port is done manually.
The combined effect of full and soft-SMIF is that 200-mm fab upgrades can be “hybrid-SMIF” installations. Depending on the circumstance, combinations of soft- and full-SMIF components enable flexibility for implementing an upgrade within a given, acceptable ROI scenario, overcoming previous complexity and cost-driven obstacles.
For example, in a 200-mm upgrade, full-SMIF can be added where it physically fits without expensive fab reconfigurations, or on high-repeat tools, with the largest risk for defects on wafers. This may include using OEM-integrated full-SMIF on any upgrades of tools. The manual pod openers of soft-SMIF, on the other hand, can be used where fab space is too tight for full-SMIF, or on low-risk tools where wafers are sampled or see a low residence time, or on tools that handle non-product wafers.
 The three elements of SMIF wafer isolation—a minienvironment enclosure, a SMIF-Pod, and a SMIF I/O—result in 20 to 25 air “changes” per minute. |
null
The overall benefits of any hybrid-SMIF approach come from the contamination-control and associated die-yield improvements of using wafer pods throughout a fab; and that this can be done at a lower cost with a more acceptable and shorter ROI. Other advantages include a definitively shorter installation time resulting from fewer mechanical and software tool interfaces and interlocks.
Once in place, SMIF-Pod, Auto-ID controlled automation helps prevent operator processing errors, thus adding a predictable line-yield improvement that is part of an ROI calculation. In addition, with a SMIF-based fab in place, engineering has a system with which it can add unit process improvements, such as the ability to purge pods with nitrogen, clean dry, or AMC scrubbed air to protect wafers from oxide growth or moisture between certain process steps.
The ROI analysis
While the obvious goal of a SMIF upgrade is maximum contamination control, the practical matter for any fab upgrade is that it must be done with an acceptable ROI. So, how do you analyze your ROI and come up with a hybrid-SMIF installation that fab management and your company's CFO can live with?
Of course, each wafer fab considered for upgrading to SMIF will be unique, but the basic ROI analysis in all cases involves three calculable elements: the anticipated die-yield improvement, the anticipated line-yield improvement, and the capital cost to upgrade.
Any valid analysis for a SMIF upgrade has to involve a fundamental yield analysis that accurately characterizes your fab's defectivity issues. The value of a SMIF upgrade is rooted in the fact that in wafer processing for semiconductor manufacturing, reductions in particles on wafers result in an improvement in wafer-level defect density and, ultimately, die yield. Any increase in die yield equals an equivalent number of wafers out per month—a fab capacity increase.
Above, we discussed the dramatic improvements to particles per wafer pass that can be achieved with SMIF versus manual handling. In another benchmark study, we measured the average number of added 0.20-µm particles per wafer pass (PWP) in two ISO Class 3 (Class 1) wafer fabs using all-manual wafer handling, and compared these data to eight other fabs equipped with SMIF handling in ISO Class 3 (Class 1), ISO Class 4 (Class 10), ISO Class 6 (Class 1000), and ISO Class 7 (Class 10,000) facilities.
Our data showed that the manual handling fab experienced 0.6 to 0.75 PWP while the SMIF equipped fabs where all 0.1 PWP or less.
null
Figure 3 shows the die yield benefits that can be expected versus die size on a 200-mm wafer when the defectivity of a given process is improved from 0.72 to 0.14 defects/cm2. These data show that as die size gets larger, yield improvements increase. As a rule of thumb, excellent candidate fabs for upgrading to SMIF are those processing 200-mm wafers with 500 die per wafer or less, which in the example of Figure 3 gets into the 10-percent yield improvement range.
End users are aware that die yield improvement moves quickly to the bottom line of any model. For example, in a 25,000 wafers-per-month fab producing 200-mm wafers, a 5 percent die-yield improvement results in an additional 1,250 equivalent wafers out per month. If completed wafers are valued at $1,400 each, the additional wafer output amounts to $1,750,000 per month or $21,000,000 per year in additional revenue to offset any investment in SMIF.
In this case, the increased die output comes from the same wafer input, with no incremental cost for additional starting material, labor or processing costs. This is not the case when a fab increases capacity through increased wafer starts.
Line-yield improvement that results from the automation and hands-off characteristics of SMIF also add additional revenue. In the just-cited case, a typical 1.3 percent improvement in line yield would result in 325 additional equivalent wafers per month, for an added $5,460,000 in annual revenue.
Actual ROI is simply the total SMIF equipment and facility upgrade costs divided by projected additional yearly revenue. Conversely, any analysis for a SMIF upgrade can judiciously use the projected additional revenue (~$26.5 million in the example above) to select a hybrid-SMIF combination that works for a given fab.
The key decision points in configuring a fab upgrade beyond just soft-SMIF are:
- Will the SMIF upgrade include a conversion to Auto ID Smart-Tag technology?
- If the fab has an AMHS, will it be used to move SMIF-Pods?
Each of these decisions increases the total cost per upgrade, and the breakdown of each fab upgrade type is spread differently across major component and project costs subcategories (see Table 1).
It's your bottom line
Upgrading a 200-mm facility with SMIF is a key strategy for expanding wafer-fab capacity and extending the useful life of an existing fab. With a carefully analyzed plan, it is possible to realize 3 to10 percent yield benefits, depending on die size and design rules as well as an ROI that you can control with judicious execution of hybrid-SMIF solutions.
null
It's reasonable to expect an ROI in about 12 months. Compared to the alternatives for fab expansion via new construction, a SMIF upgrade has the lowest risk and shortest time to project completion. In addition, using an upgrade as part of your capacity-addition strategy could potentially help avoid excessive capacity overshoot because SMIF upgrades have relatively short project cycle times.
At the same time, upgrading a 200-mm fab with SMIF can significantly extend the life of the facility—perhaps two to three design rules—because it significantly improves wafer-environment control by reducing or eliminating human wafer exposure and handling. Other compelling advantages are the absolute protection afforded SMIF-Podded lots in the event of power outage, and the tighter control of troublesome unit processes through the use of SMIF-E, or Pod purging. lll
CHRIS HUMPHREYS joined Asyst Technologies in 1999 and is the education vice president for the Institute of Environmental Sciences and Technology (IEST). He also is a participant in IEST WG12: Considerations in Cleanroom Design. Chris has worked in the semiconductor industry for 20 years with prior work at Motorola and CMPA. He can be reached at: [email protected] S. PETER HANSEN is a director in Asyst's Fab Solutions group and has been with Asyst Technologies for 12 years. He has been integrally involved in the planning and execution of more than a dozen successful 200-mm SMIF and Auto ID projects in Japan, North America, and Europe. He can be reached at: [email protected]