By ALAN IFOULD, Global Market Sector Manager, and STEVE COTTLE, Senior Applications Manager, Exhaust Systems Management, Edwards Vacuum, Burgess Hill, UK
Process chemicals and by-products are often energetic materials that can injure personnel, damage equipment, and cause significant loss of production if not handled properly. SEMI recently provided guidance in the handling of these materials (SEMI S30-0719 Safety Guidelines for Use of Energetic Materials in Semiconductor R&D and Manufacturing Processes), but successful implementation requires careful and detailed consideration of all aspects of their use and disposition. Most incidents occur in the sub-fab, where materials can accumulate in vacuum lines and pumps. These accumulations may not be apparent until unwittingly exposed during maintenance. The risk of negative consequences increases when a maintenance or repair procedure is rushed in response to an unexpected equipment failure. Best results can be achieved when well-designed equipment, matched specifically to process requirements, is supported by an integrated program of operational excellence that brings together domain knowledge, risk analysis, performance monitoring, data-driven decision making, predictive maintenance, and cautious, well-trained personnel in a pervasive culture of safety.
History
Even a cursory search of the internet will quickly reveal numerous examples of fab and sub-fab incidents. Among the lessons that can be taken from these events is that the risk management process and the resulting controls must cover every foreseeable circumstance across the equipment lifecycle: installation, commissioning, operation, servicing, and maintenance. Industry standards such as those promulgated by SEMI, are one way to address these concerns.
The SEMI S30 standard grew from work presented at the International Sematech sponsored ISMI (International Semiconductor Manufacturing Initiative) Energetics Workshop held in San Diego in 2013. The workshop included a presentation of the results of a survey of member and non-member companies and searches of literature and other sources undertaken to identify and analyze energetic events in semiconductor manufacturing. The survey collected details about events and damages, the chemicals and processes involved, and root causes. More than 30 events reported over the preceding 2-year period included explosions, fires, exothermic reactions, chemical reactions, and off-gassing. Chemicals involved included metalorganic precursors, organosilanes, SiH4, SiHCl3, (CH3)3Al, (CH3NC2H5)4Hf, and H2O2. Causes included mixing of incompatible chemicals, leaks, material deposits and operator errors. The survey revealed that the preponderance of events occurred in the exhaust handling pathway from the chamber through vacuum and abatement systems. Best known methods (BKM) presented by member companies for managing these incidents emphasized the importance of planning, documentation, and communication. The ultimate legacy of the meeting, the S30 standard, was published in 2019 after more than 6 years of work. As a supplier of vacuum and abatement systems, Edwards was deeply involved in the development of the standard.
SEMI S30
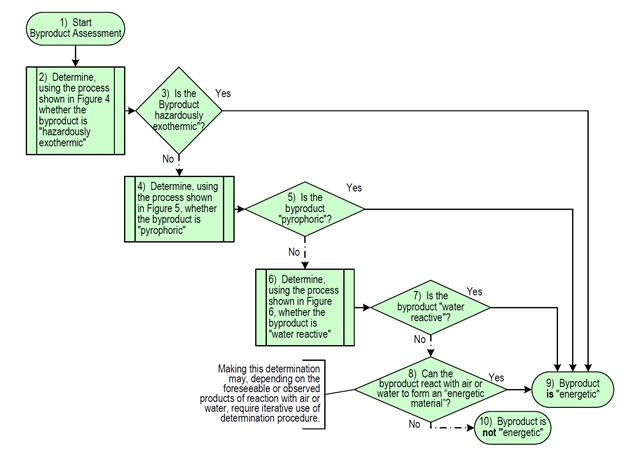
The standard covers all aspects of the handling of energetic materials, from delivery and storage through final disposition. It is extensive (some 80 pages) and includes detailed treatments such as decision trees for determining whether a material should be considered energetic, dangerously exothermic, pyrophoric, and more (Figure 1). (Note that although silane is a pyrophoric material it is covered by its own separate standard and not covered in S30.)

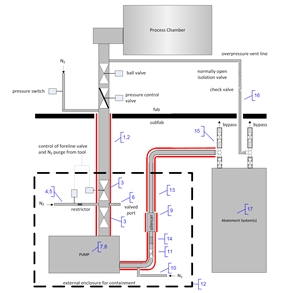
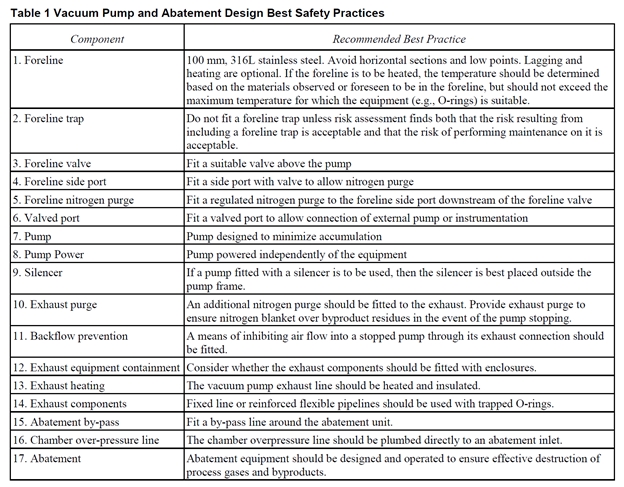
A full section of the standard is devoted to post process chamber through vacuum/abatement equipment design and operational criteria. It begins with a schematic representation (Figure 2) of a generalized vacuum/abatement system designed to handle energetic materials. The diagram is keyed by component to stated best practices (Table 1). Additional considerations are detailed in the following pages.


Operational excellence: Implementing SEMI S30
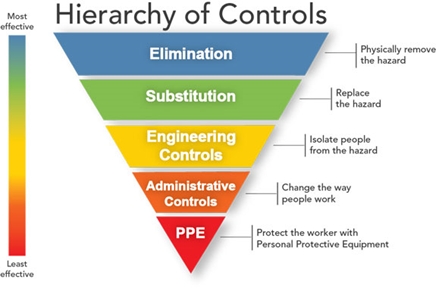
While ultimate responsibility for the safety of personnel in the sub-fab lies with the fab operator, equipment manufacturers have an important role to play by optimizing their products not only for efficient, effective and reliable operation, but to ensure any risks associated with operation, maintenance and repair are assessed and minimized. This assessment and minimization and the development of safe systems of working for maintenance must begin in the design phase of a product. OSHA’s hierarchy of controls for reducing risk (Figure 3) puts elimination and substitution in first and second place with regard to effectiveness. Relying purely on last minute, “on the job” risk assessment leaves only the least effective controls available – PPE and administrative controls, such as procedures and signs. These controls should be a last resort as they rely on strict adherence and the absence of human error to be effective. Moreover, though the work that is performed may be safe, it will likely be less consistent because the method is improvised. This inconsistency is a source of performance variability, with consequent negative impacts on uptime. Although PPE and administrative controls are an inherent part of a culture of safety, elimination and substitution are far more effective.

Processes and procedures to ensure optimum operation and the continuous mitigation of risks to fab and service personnel are critical. These demand the development of clear and effective standard operating procedures (SOP) and BKM to ensure the equipment achieves its full performance potential while also ensuring the safety of those operating and maintaining the equipment.
Equipment manufacturers are in perhaps the best position to define these guidelines since they will typically have acquired an understanding of the risks posed by hazardous materials on a case-by-case basis during system optimization and from their experience with systems across a range of applications and at all phases of the product life cycle. Frequently, development of BKMs is undertaken in collaboration with process tool manufacturer or early adopters of the process. Defining operating and maintenance methods and procedures that are truly the best known requires a commitment from the highest levels of corporate management, and a formal process of reporting, analysis, synthesis, and dissemination throughout the equipment support community. A key component of any BKM program is the active participation of the equipment manufacturer’s service personnel who are responsible for installing, commissioning, and maintaining the equipment, and who are also likely to have first- hand knowledge and experience of the potential hazards. Since service personnel are invariably in the frontline when safety incidents occur, they are well motivated to contribute because they themselves are often at greatest risk. It is essential that their contribution is incorporated into product development programs to complement technical performance with assured safety and reliability.
Operational excellence comprises a formal and ongoing process of reporting, analysis, synthesis, and dissemination information throughout the equipment support community, including:
- Planning – assessing risks and considering all possible eventualities
- Preparation – ensuring that parts, tools, personal protective equipment is at hand
- Training – ensuring that personnel are competent to perform procedures and aware of potential risks
- Documentation/communication – clearly specified best known methods, standard operating procedures, safety application procedures, and application information bulletins. Checklists are widely used to reduce risk in complex operations across many professions, including pilots, astronauts, surgeons, and more.
- Reporting – a formal process for gathering and incorporating feedback from the field and shop floor
- Data driven decision making– monitoring operating parameters to provide a record for later analysis. Using data analytics to predict maintenance requirements and avoid increased risk associated with unplanned procedures.
- Equipment – match equipment capabilities to process/material requirements. Systems that integrate vacuum and abatement reduce risk by optimizing the design and interconnection. For instance, accurate exhaust temperature control prevents unwanted material deposition in equipment and connecting lines.
- Domain knowledge (organizational and individual) – equipment manufacturers have the opportunity to acquire extensive domain knowledge as they see their equipment used in a variety of applications.
- Culture – develop a culture of safety in which safety is always first priority and caution, planning and careful, deliberate execution are valued behaviors.
Summary
The SEMI S30 standard provides long needed guidance for handling energetic material used in semiconductor manufacturing. Most incidents with energetic materials occur in the sub-fab where material can accumulate in vacuum lines and pumps. Careless behavior can result in catastrophic failures that injure personnel, damage equipment, and halt production. Implementing the standard and managing these risks requires a comprehensive approach to operational excellence that codifies best known methods and encourages a culture of safety.
Acknowledgement
The authors would like to recognize and thank their Edwards colleagues Matt McDonald, Global Product Manager, Field Service Solutions, Richard Meredith, Senior Manager, ESH for their valuable contributions to this work.